樹脂/プラスチック溶接.comが選ばれる理由
樹脂/プラスチック溶接.comが樹脂溶接のパートナーとして選ばれ続けてきた理由をご紹介します。

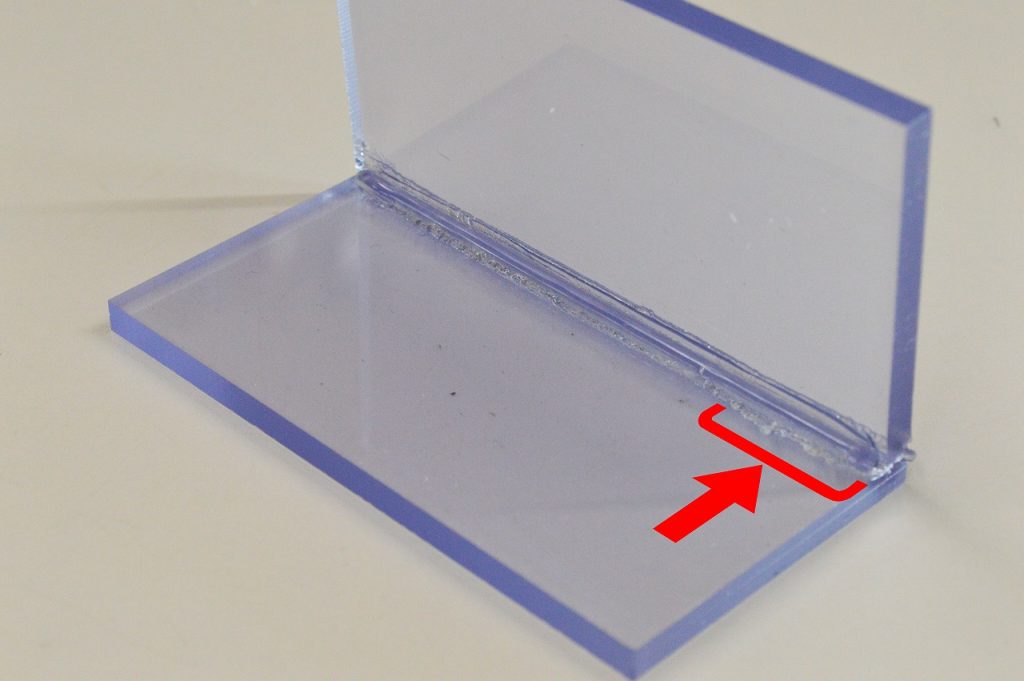
優れた強度・密封性に加え、
歪み抑制を実現する
熟練の溶接技術

溶接のみならず、
R曲げ、熱プレス成形などの
樹脂加工から対応
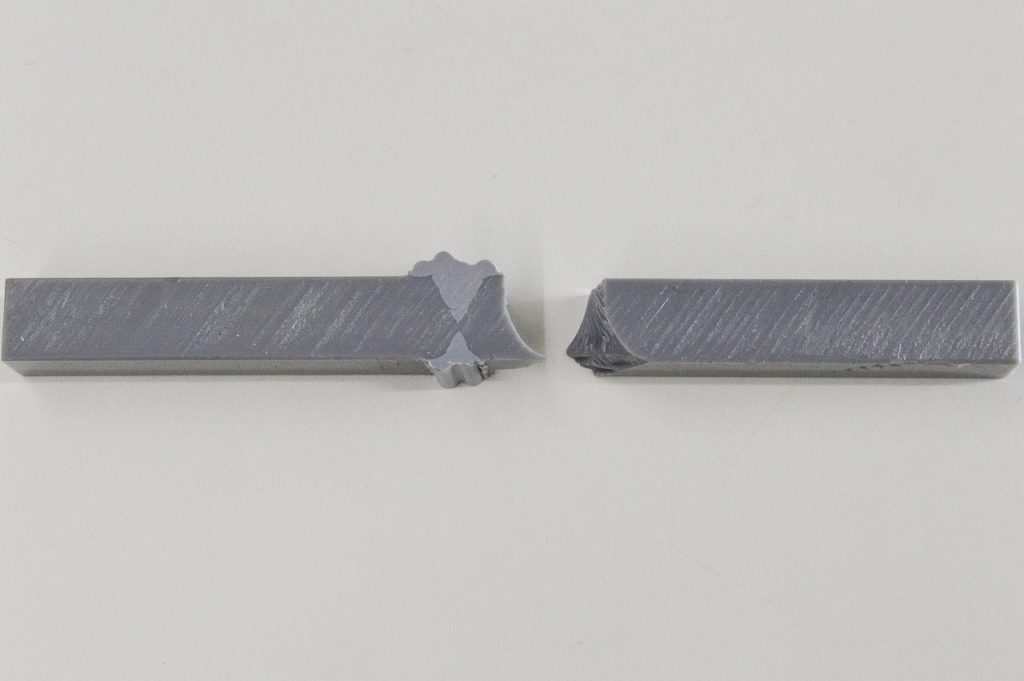
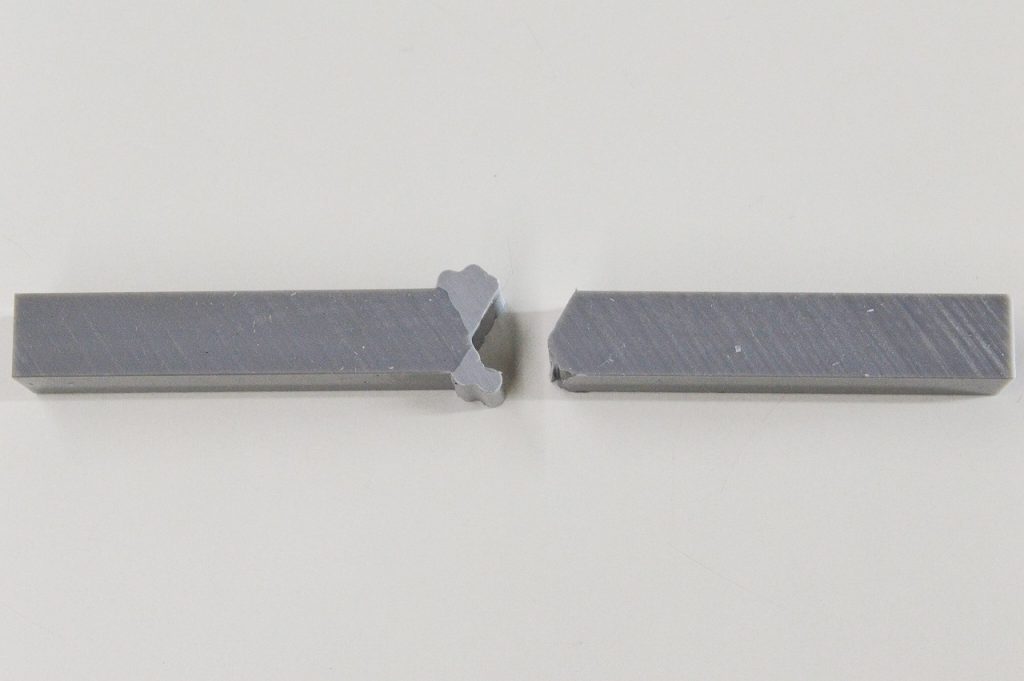
溶接による
メリット・デメリットを
考慮した工法提案
製品事例
樹脂/プラスチック溶接.comが手掛けてきた実際の製品事例の一部をご紹介いたします。
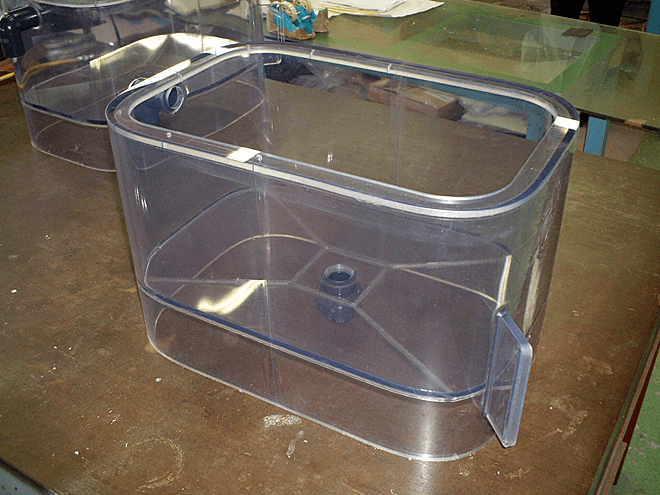
産業機器用小型タンク
- 塩ビ溶接(無金属塩ビ)
- タンク(槽)

塩ビ透明樹脂製ダンパー
- 塩ビ溶接
- その他
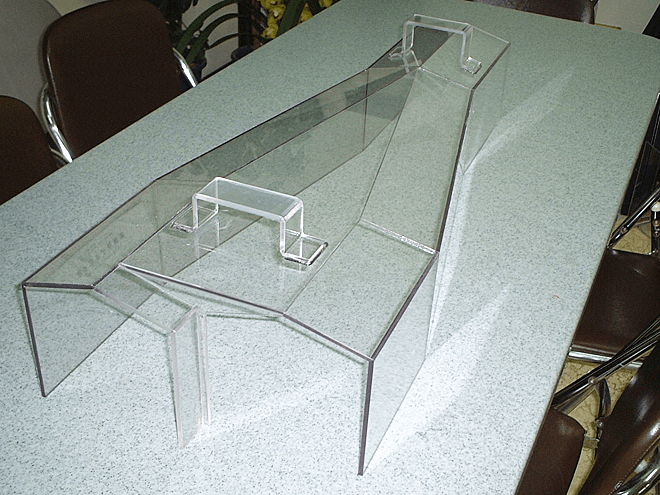
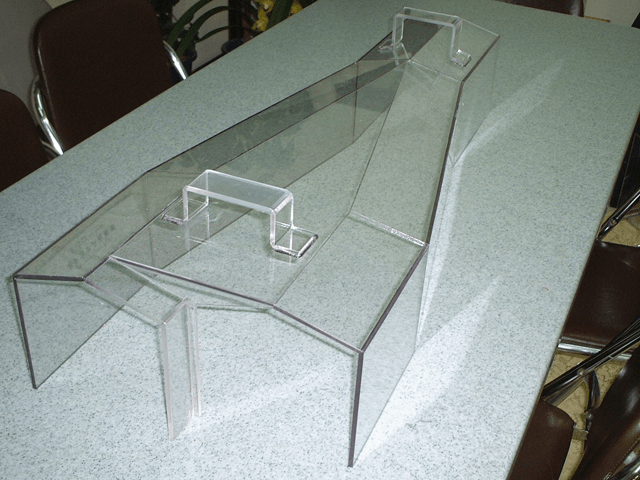
搬送ライン防塵カバー
- PET樹脂溶接
- カバー

薬液タンク(槽)
- 塩ビ溶接
- タンク
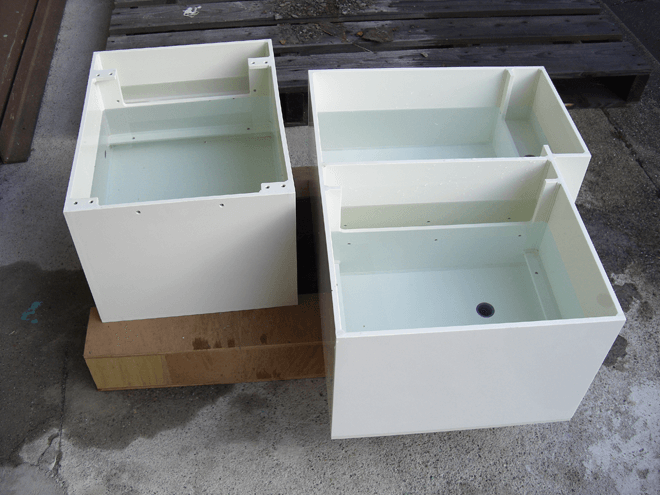
アイボリー色タンク
- 塩ビ溶接
- タンク(槽)
PCホッパー
- ポリカーボネート溶接
- ホッパー

塩ビ透明ホッパー
- 塩ビ溶接
- ホッパー

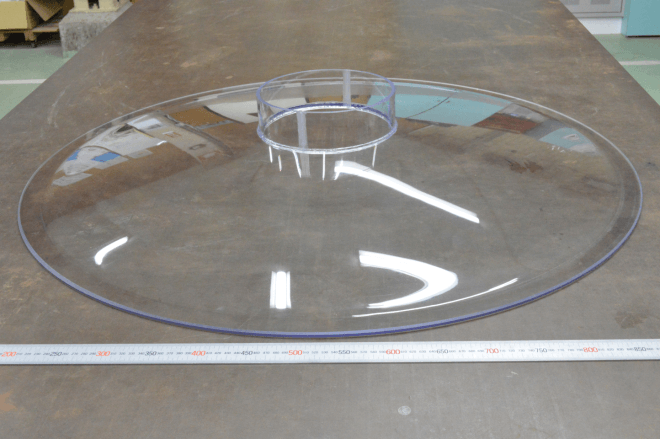
塩ビグレー円形カバー
- 塩ビ溶接
- カバー
プラスチック溶接不良対策
これまで樹脂/プラスチック溶接.comがお客様の課題に対し、行ってきた溶接不良対策の提案事例をご紹介します。
「溶接不良が心配である…」「溶接不良に悩まされている…」という方は必見です。