樹脂製品の溶接において「期待した強度が出ないのでは…」「バリなどがひどいのでは…」と思われたことはありませんか?当記事では、樹脂溶接の活用を検討中の方に向け、樹脂溶接の難しさと具体的な溶接不良対策事例をご紹介します。
なぜ、樹脂(プラスチック)の溶接は難しいと言われるのか?
樹脂溶接では、一般的な金属溶接の常識が全く通用しません。その特有の難しさは、主に以下の3つの理由に集約されます。
理由1:熱に弱く、繊細な温度管理が求められる
樹脂は金属に比べ熱に非常に弱く、熱収縮率が大きいため、溶接後の変形や反りが発生しやすいです。また、均一な加熱が難しく、部分的な温度ムラが発生しやすく、加熱が不足していると外れが発生したり、反対に加熱しすぎると加熱部と非加熱部の境目で割れが発生することもあります。
理由2:表面処理などの後工程がないため、外観品質を考慮する必要がある
一般的に、金属では溶接を行った後に、表面処理を行います。しかしながら、樹脂では、表面処理などの後工程がないため、外観品質が溶接によって大きく左右されます。また、特に透明樹脂の場合には透明度が重視されるため、接合部の透明度を損ねない工夫が必要となります。
理由3:材料の種類が多く、溶接条件が異なる
PP、ABS、PC(ポリカボネート)など、樹脂には幅広い種類が存在し、それぞれ融点や溶融時の粘性が大きく異なります。材料ごとに最適な溶接方法と条件を見極めることができなければ、思い通りの溶接を実現することはできません。
>>PP(ポリプロピレン)の樹脂/プラスチック溶接におけるポイント
>>PC(ポリカボネート)の樹脂/プラスチック溶接におけるポイント
>>PE(ポリエチレン)の樹脂/プラスチック溶接におけるポイント
樹脂(プラスチック)溶接の対策事例をご紹介
三栄プラテックでは、長年にわたり樹脂溶接を行ってまいりました。ここでは、樹脂溶接における現場で直面しがちな溶接不良と、その対策事例の概要を5つご紹介します。
対策事例1:接着部、溶接時のバリ発生防止
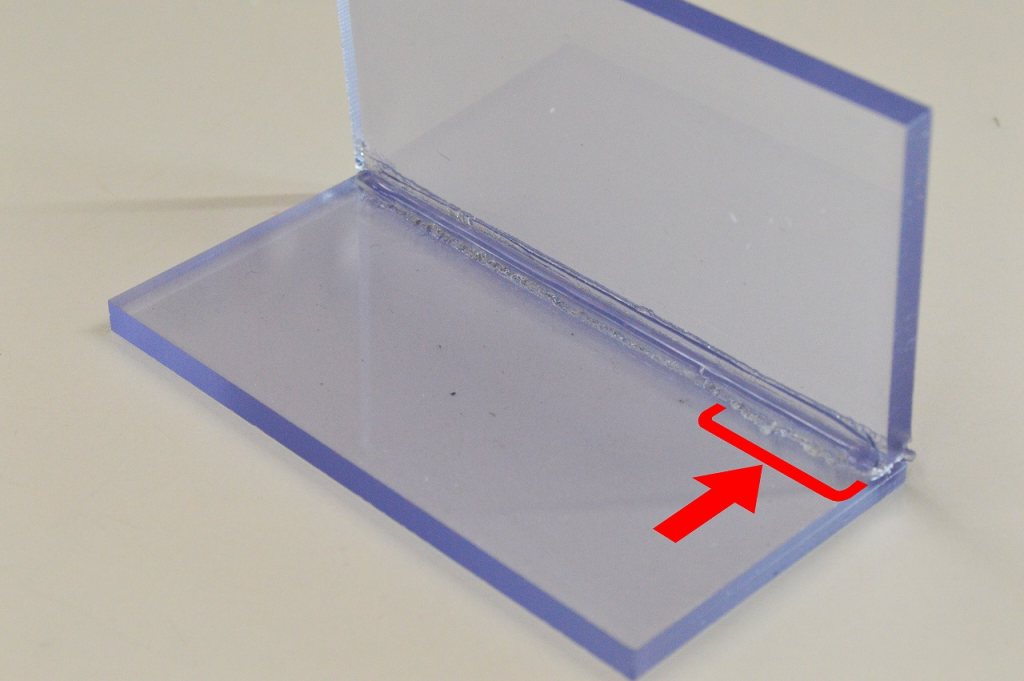
課題
樹脂同士の接着部を溶接すると、ただれたバリが発生する…
対策事例2:アニール処理による溶接部の割れ防止
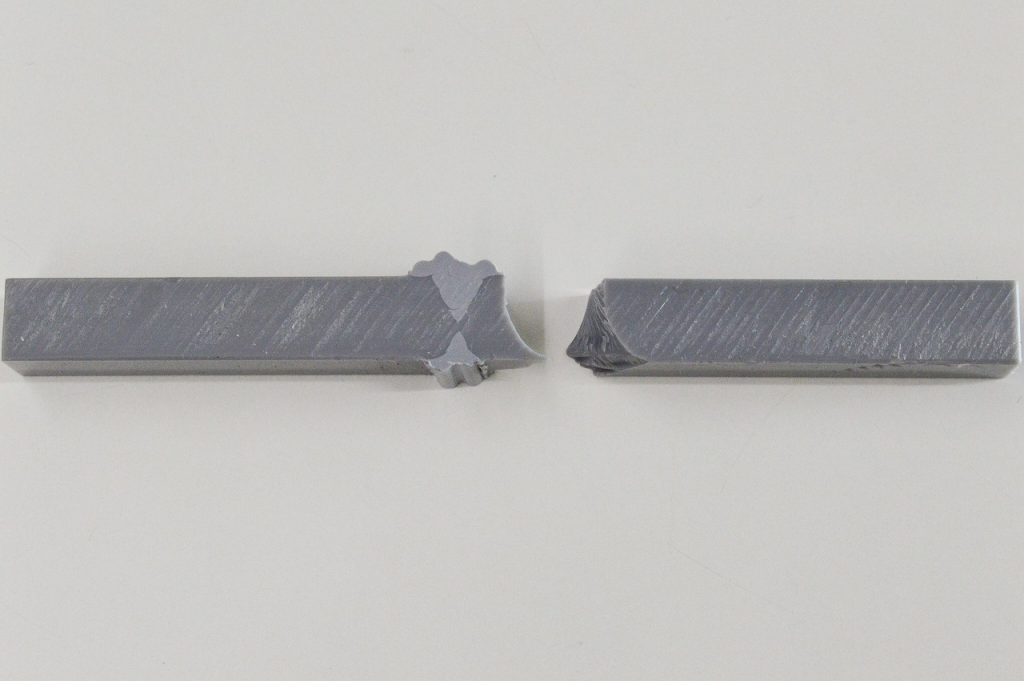
課題
溶接箇所から少し離れた母材が割れる…
対策事例3:設計変更による歪の発生防止
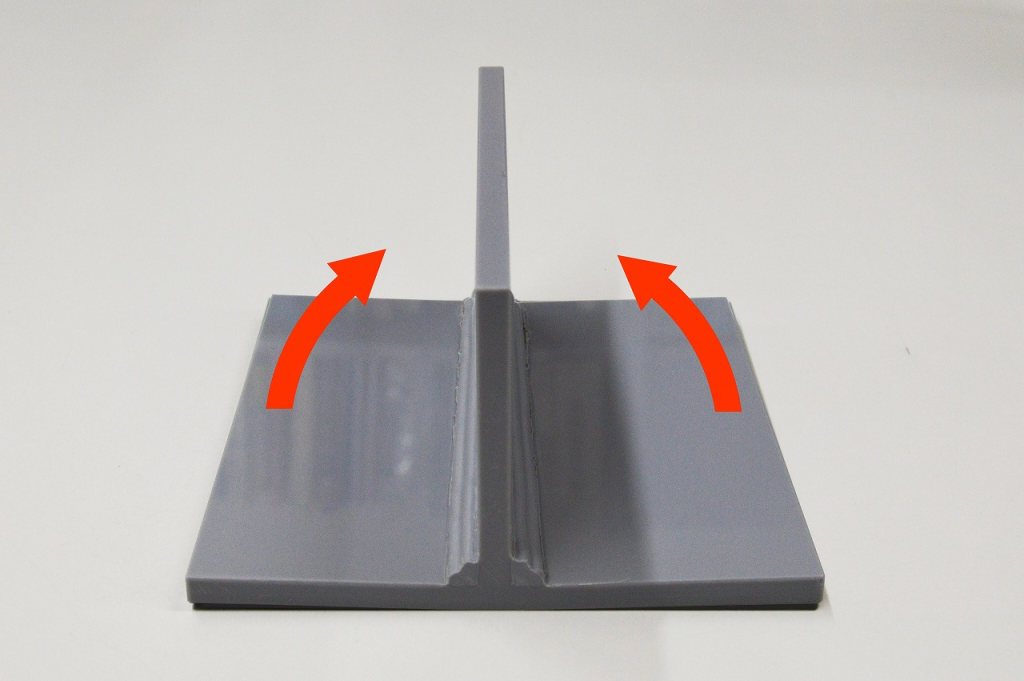
課題
樹脂の溶接を行った際に、接合部の角度がずれる…
>>具体的な対策はこちら
対策事例4:端面も併せて溶接することによる強度向上
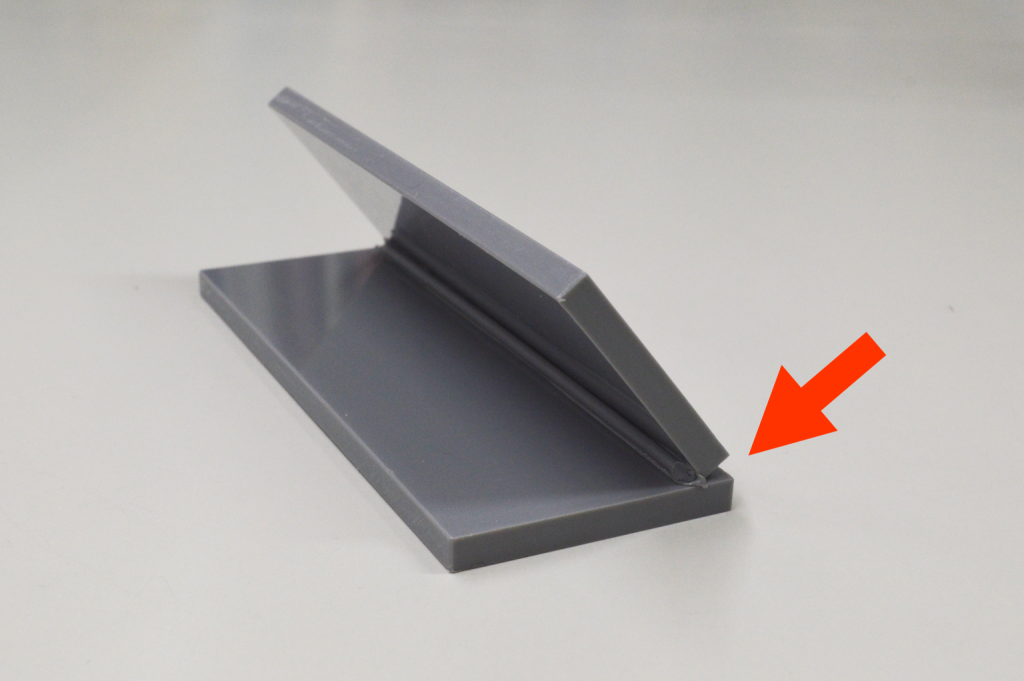
課題
樹脂への片側溶接を行った際に、溶接していない側から外れる…
対策事例5:根元の補強による割れ防止
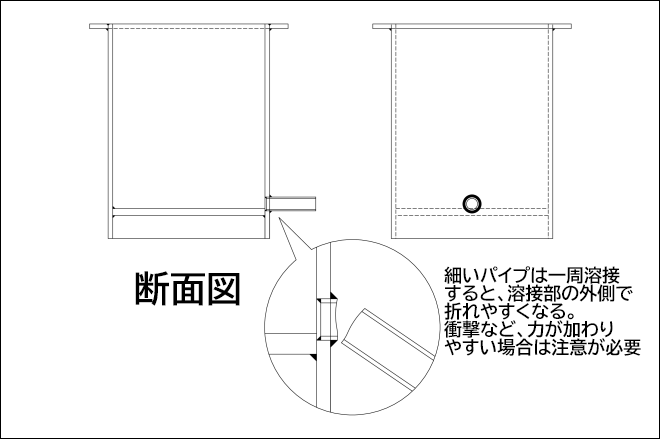
課題
細いパイプを溶接した製品は、溶接を行った部分から割れなどが発生する…
樹脂の溶接なら三栄プラテックにお任せください!
いかがでしょうか。今回は、樹脂溶接の難しさと溶接不良対策の具体的な手法をご紹介しました。三栄プラテックでは、樹脂の溶接を得意としています。「樹脂の溶接を検討しているが、委託先に困っている…」なんてお悩みがございましたら、お気軽に当社にご相談ください。